
















Die Automobilindustrie treibt seit Jahrzehnten neue Fertigungstechnologien voran. Neben der Großserienproduktion spielen Prototyping, Designvalidierung und kürzere Entwicklungszyklen eine zentrale Rolle. Additive Fertigung – gemeinhin 3D-Druck – hat hier in den letzten Jahren ihren festen Platz gefunden.
Mercedes-Benz zeigt mit voxeljets High Speed Sintering (HSS) Verfahren, wie großformatige Kunststoffbauteile effizienter und smarter gefertigt werden können. Beispiel: der Frontstoßfänger des Mercedes-Benz C220d – klassisch im Spritzguss hergestellt, für Entwicklungs- und Präsentationszwecke aber im 3D-Druck deutlich flexibler.
Doch kann ein großformatiges Karosseriebauteil im HSS-Verfahren überhaupt maßhaltig, stabil und wirtschaftlich gefertigt werden?
Wo Spritzguss und SLS an Grenzen stoßen
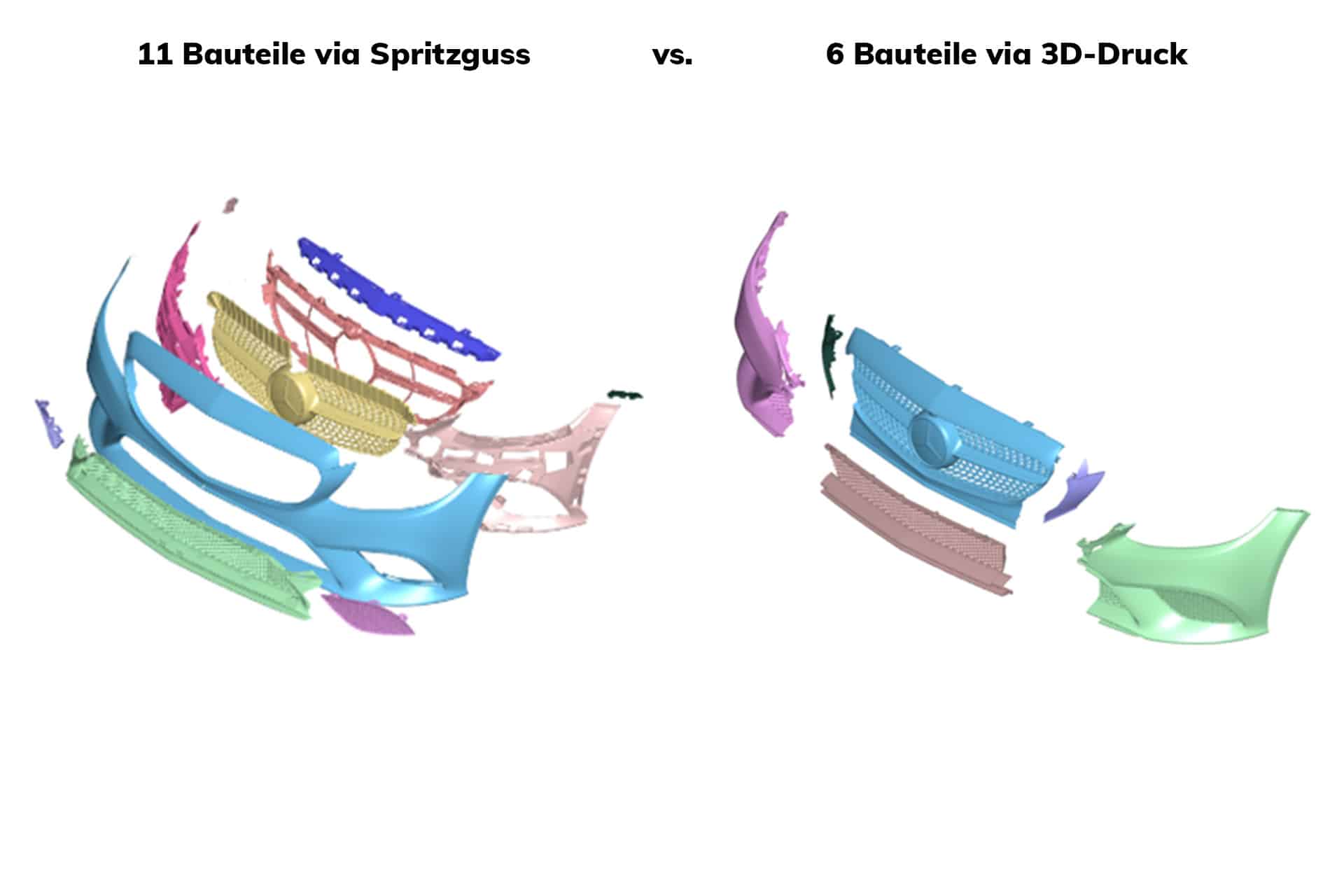
Konventionell wird ein Stoßfänger im Spritzguss produziert – ideal für Großserien, mit hoher Präzision und niedrigen Stückkosten. Aber: Initiale Werkzeugkosten sind teuer, meist im fünfstelligen Bereich. Zudem bestand der Stoßfänger ursprünglich aus 11 spritzgussgefertigten Einzelteilen, was für Prototyping- oder Designstudien eher unpraktisch ist.
Auch das Selective Laser Sintering (SLS) ist in der Branche etabliert. Doch bei großformatigen Bauteilen stößt es an Grenzen:
- Bauvolumen: Viele kleine Jobs statt einem großen.
- Produktivität: Punktweise Belichtung verlangsamt den Prozess.
- Kosten: Bei großen Teilen steigen Zeit- und Kostenaufwand erheblich.
Entsprechend war der Stoßfänger im SLS zwar produzierbar, allerdings aufgrund von eingeschränktem Bauraum nur in zehn Einzelbauteilen.
Großformatiger PA12 3D-Druck mit der VX1000 HSS
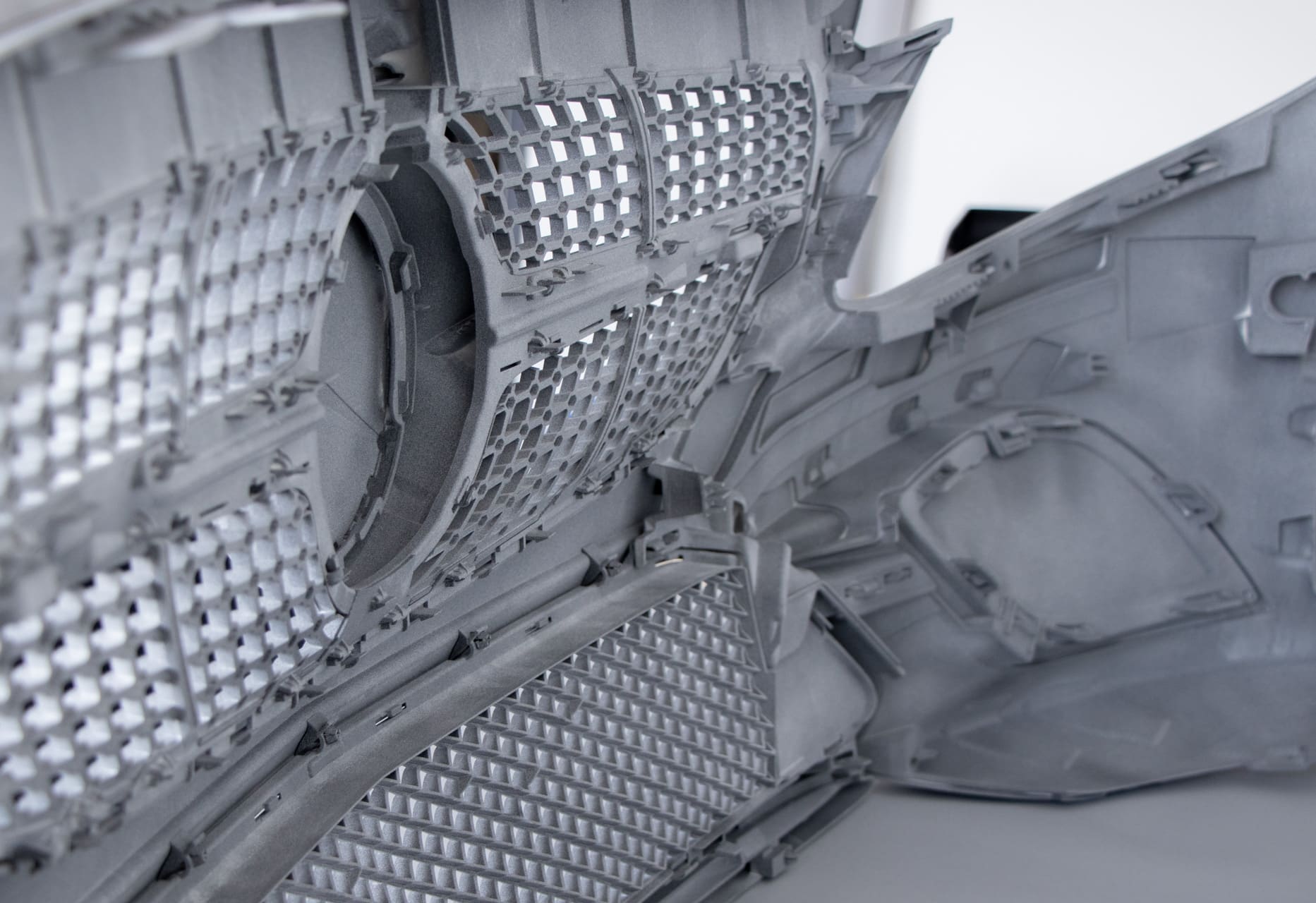
Aufgrund der Kombination aus Flächenbelichtung, durchdachtem Thermomanagement, industriellen Druckköpfen und einem großen Bauvolumen empfahl sich das HSS perfekt für großflächige Kunststoffteile wie diesen Stoßfänger.
Mercedes-Benz entschied sich in Zusammenarbeit mit voxeljet für den Einsatz des High Speed Sintering (HSS) Verfahrens. Gedruckt wurde auf einer VX1000 HSS, die, mit einem Bauraum von 1.000 x 550 x 190 mm³, speziell für die Serienfertigung von kleinen Kunststoffbauteilen aber auch sehr großen Geometrien konzipiert ist.
Technische Eckdaten des Projekts:
- Maße: ca. 1801 x 581 x 604 mm
- Material: Polyamid 12 (PA12)
- Baugruppenvolumen: 100,5 Liter
- Reduktion der Teileanzahl: von 11 auf 6 Teile
- Prozessoptimierung: Digitale Steckverbindungen für einfache Montage und gute Passgenauigkeit
Vorteile des HSS-Verfahrens gegenüber Spritzguss und SLS
- Keine Werkzeugkosten: Ideal für Prototypen und Kleinserien.
- Bauteilkonsolidierung: Weniger Einzelteile, weniger Montage.
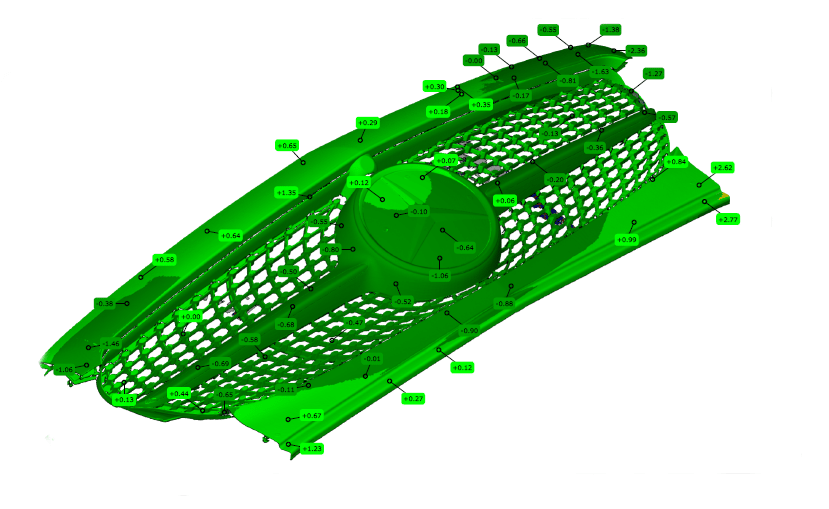
- Maßhaltigkeit: Vergleichbar mit Spritzguss.
- Skalierbarkeit: Große Bauteile in wenigen Baujobs.
- Designfreiheit: Funktionsintegration direkt im Druck inkl schneller Designoptimierung.
Technische Herausforderungen
Ein solches Großbauteil im HSS-Verfahren zu fertigen, war nicht ohne Hindernisse:
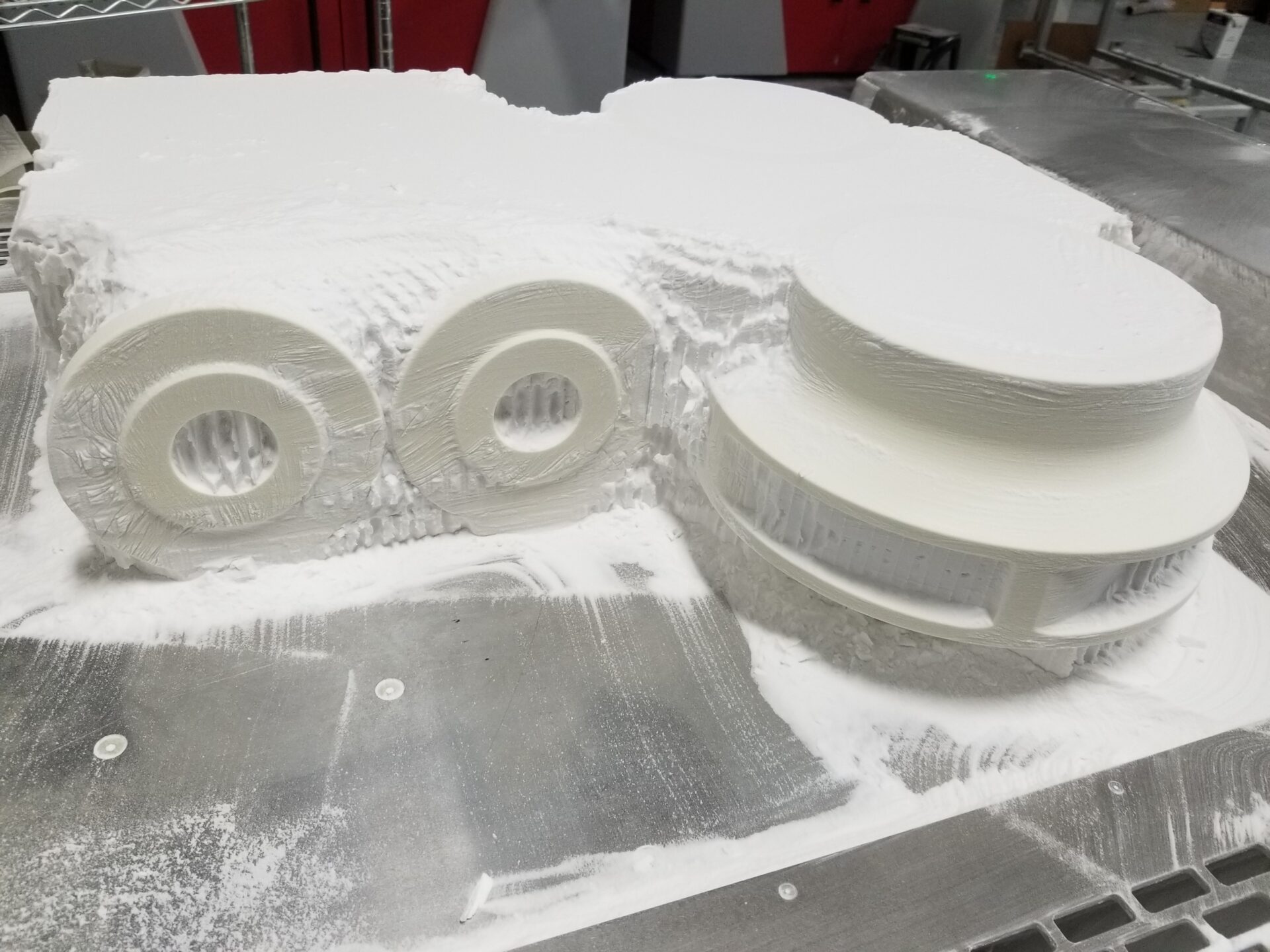
- Bauvolumen: Der Stoßfänger überschritt die eigentliche Bauhöhe der VX1000 HSS. Doch durch geschickte Teilung des CAD-Modells konnte dieses Problem gelöst werden.
- Verzug & Maßhaltigkeit: Großteile neigen zu Warping während des Druckens oder Verzug beim Abkühlen. Hier zeigte sich das intelligente Temperaturmanagement und die Prozessstabilität der VX1000 HSS: Präzise Einstellungsmöglichkeiten resultieren in perfekte Maßhaltigkeit innerhalb der Toleranzen.
- Zusammenbau: Durch die Konstruktion von entsprechenden Steckverbindungen war der Zusammenbau mühelos und behält die Baugruppe stabil ihre Form.
Bauvolumen
Der Stoßfänger überschritt die eigentliche Bauhöhe der VX1000 HSS. Doch durch geschickte Teilung des CAD-Modells konnte dieses Problem gelöst werden.
Verzug & Maßhaltigkeit:
Großteile neigen zu Warping während des Druckens oder Verzug beim Abkühlen. Hier zeigte sich das intelligente Temperaturmanagement und die Prozessstabilität der VX1000 HSS: Präzise Einstellungsmöglichkeiten resultieren in perfekte Maßhaltigkeit innerhalb der Toleranzen.
Zusammenbau:
Durch die Konstruktion von entsprechenden Steckverbindungen war der Zusammenbau mühelos und behält die Baugruppe stabil ihre Form.
Relevanz für die Automobilindustrie
Das Projekt verdeutlicht: Mit HSS lassen sich Prototypen in Tagen statt in Wochen fertigen. Änderungen erfordern keine neuen Werkzeuge sondern erfolgen sämtliche Anpassungen digital.
Neue Anwendungsmöglichkeiten ergeben sich für Automobilisten insbesondere für:
- Kleinserien (z. B. Motorsport, Sondermodelle),
- Aftermarket-Teile (on-demand Ersatzteile),
- Designstudien (schnelles Iterieren),
- Funktionsintegration (Sensorhalterungen, Clips).

Dass additive Fertigung in der Automobilindustrie längst strategische Relevanz besitzt, hat Mercedes-Benz bereits in früheren Projekten deutlich gemacht. Wie Jasmin Eichler, Leiterin Zukunftstechnologien bei der Daimler AG, betont:
Additive Manufacturing eignet sich auch für die Kleinserienfertigung von neuen Fahrzeugen (Limited Editions). Durch die systematische Entwicklung der Teile speziell für den 3D-Druck können die Produktionskosten weiter gesenkt und die Qualität optimiert werden. Besonders sinnvoll ist der 3D-Druck auch bei der Vorentwicklung von Fahrzeugen. Die geringen Stückzahlen, die benötigt werden, lassen sich mit Additive Manufacturing oft kostengünstiger und schneller herstellen als mit konventionellen Produktionsverfahren.
Jasmin EichlerLeiterin Zukunftstechnologien, Daimler AG
Fazit: Additive Fertigung als Schlüssel zu mehr Flexibilität
Der 3D-gedruckte Mercedes-Benz Frontstoßfänger zeigt eindrucksvoll die Leistungsfähigkeit der VX1000 HSS. Für Mercedes-Benz war es der Beweis, dass selbst großformatige Kunststoffteile additiv maßhaltig, stabil und wirtschaftlich hergestellt werden können.
Spritzguss bleibt für Großserien noch gesetzt. Doch in Prototyping, Kleinserien und Nischenmärkten etabliert sich die additive Fertigung als Schlüssel zu Flexibilität, Nachhaltigkeit und schneller Innovation. Aber schlussendlich wachsen durch hochproduktive Anlagen, wie der VX1000HSS, auch die Anzahl der wirtschaftlich fertigbaren Bauteile gegenüber dem Spritzgießen immer mehr.





Kontakt
Möchten Sie mehr erfahren? Dann fragen Sie uns. Wir helfen Ihnen gerne weiter.